乐鱼真人
H
热销产品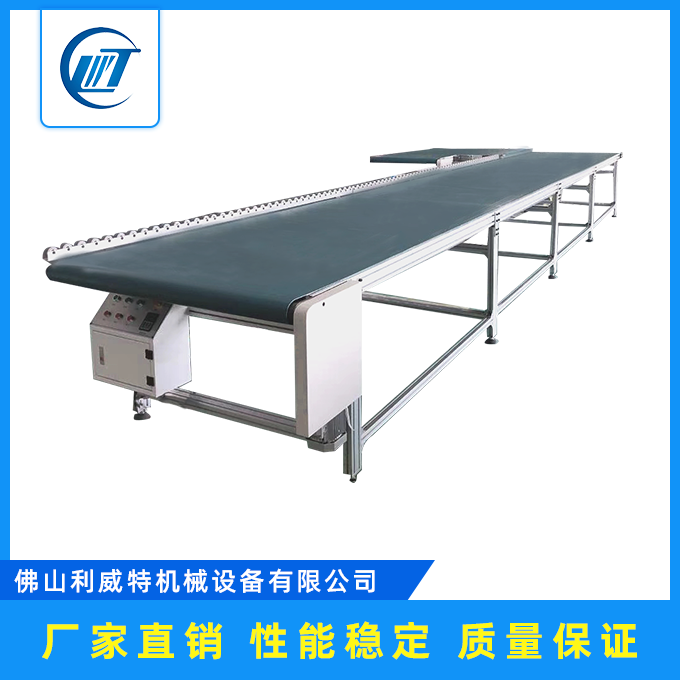

H
热点新闻C
联系我们基于目前铝加工生产企业急需解决铝材上下料过程中人工搬运劳动强度大,信息化、自动化程度低的问题,本文提出了一种适用于半成品/成品铝材自动上下料的桁架机器人系统,并对桁架机器人及其抓取手爪的结构设计、工作原理进行了一定的探讨。
铝型材根据加工流程有以下环节:铝棒挤压、坯料(半成品铝材)时效、坯料自动喷涂,经过隔热/木纹/木纹转印等工序后,进行铝材的包装,包装好的成品铝材再依照订单进行装车、发货。目前,在国内大多数铝加工生产企业,挤压完成后的铝材上料(如图1所示)、喷涂前的下料、喷涂后的上料(如图2所示)、隔热/木纹/包装前工艺段的下料、成品铝材的上料等生产环节仍主要是采用人工搬运方式。


随着企业对铝型材生产加工工艺的自动化、信息化要求逐步的提升,整个铝型材生产的全部过程都在逐步走向现代化,其中半成品铝材库、成品铝材库、模具库、粉末库、五金库等生产存储环节物流自动化系统的逐渐推广,对半成品/成品铝材自动化装卸料框的需求也慢慢变得多。如何减少人工作业强度,提升生产环节自动化、信息化管理上的水准,向信息化全面集成管理过渡,提升企业竞争力已经迫在眉睫。
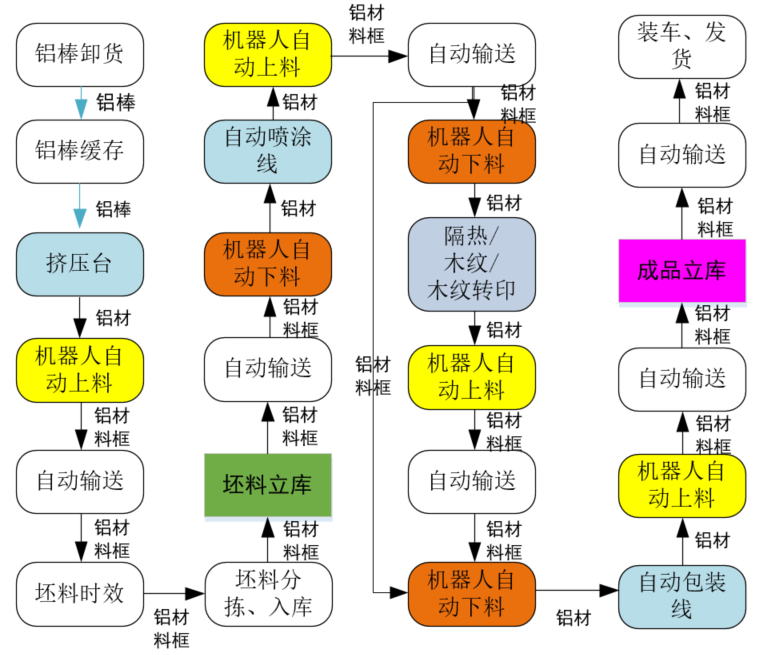
昆船智能技术股份有限公司一直从事自动化物流产品的开发和应用,基于国内铝加工公司对生产加工工艺自动化的实际的需求,咱们提供了一整套铝型材生产加工的自动化物流系统,新铝型材生产加工工艺的流程如图3所示。
在铝型材生产加工工艺过程中,多次出现铝材上料和下料环节,因此探讨研制了一种半成品/成品铝材的自动上下料桁架机器人系统,能够极大地提升作业自动化程度、解决人工搬运劳动强度高的现状。挤压完成后的铝材自动上料、喷涂前的自动下料、喷涂后的铝材自动上料、隔热/木纹/包装前的自动下料以及成品铝材的自动上料,是上下料桁架机器人系统应用的重要环节。其中挤压后铝材自动上料和喷涂后的铝材自动上料还应该要考虑层与层之间隔条的加入;铝材喷涂前和隔热/木纹/包装前的自动下料需要仔细考虑将隔条回收。
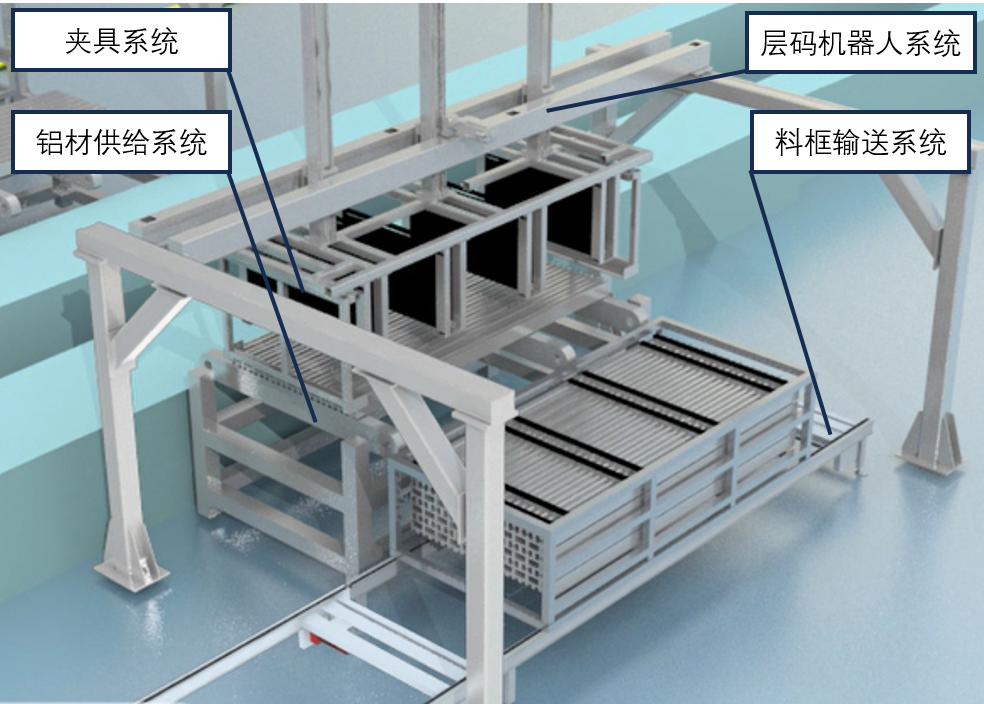
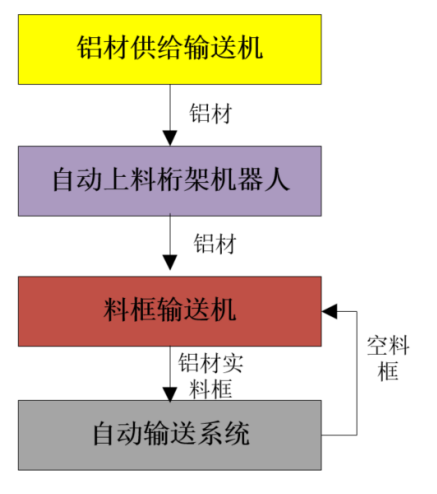
每套自动上料桁架机器人系统由铝材供给系统、料框输送系统、机器人手爪夹具、层码桁架机器人及相应的控制硬件和软件组成。硬件系统组成见图4所示。该系统适用于挤压完成后的铝材自动上料、喷涂后的铝材自动上料。成品铝材的自动上料则可省去放置隔条的环节。
自动上料机器人、下料机器人系统根据场地空间、生产节拍、物料重量等基础信息,系统配置如表1。

系统启动后,料框输送系统会将空料框运送至设备下方,并将料框的到位信号发送给机器人;铝材供给输送机将需要码垛的铝材输送至机器人抓取位,并在该位置做积放排序,当铝材积放够一层的数量时,通过输送机上的规整机构对铝材进行规整并将到位信号发送给机器人;机器人收到信号后运动至抓取位将整层铝材抓取;机器人抓取铝材运动至料框上方后,慢慢下降至夹爪打开位置后打开夹具夹爪,将整层铝材放置到码放位置,自动上料机器人的物流动线所示。
对于挤压完成后的铝材自动上料、喷涂后的铝材自动上料,机器人手爪继续下降适当距离,使隔条料仓底面接近铝材的上表面,隔条添加机构将其中四个料仓内最底下的一根隔条推出,落于铝材上表面;机器人缓慢上升,脱离料框范围,回到抓取等待位等待铝材输送机上的铝材积放够一层的数量再进行下一层的堆码。料框装满后,系统给机器人完成指令,铝材实料框根据系统指令自动输送出码垛工位,完成上料工序。
(1)功能:根据预定的工艺流程,完成对整层铝材的抓取并进行层码作业。在需要放置隔条的部分层码结构中,进行隔条放置作业。
按是否放置隔条,将其分为两种形式:a) 层码+隔条放置夹具:主要由夹具主框架、夹紧夹爪、夹紧单元和隔条放置机构组成,夹具形式的结构示意图如图6所示;b) 层码夹具:主要由夹具主框架、夹紧夹爪、夹紧单元机构组成,夹具形式的结构如图7所示。


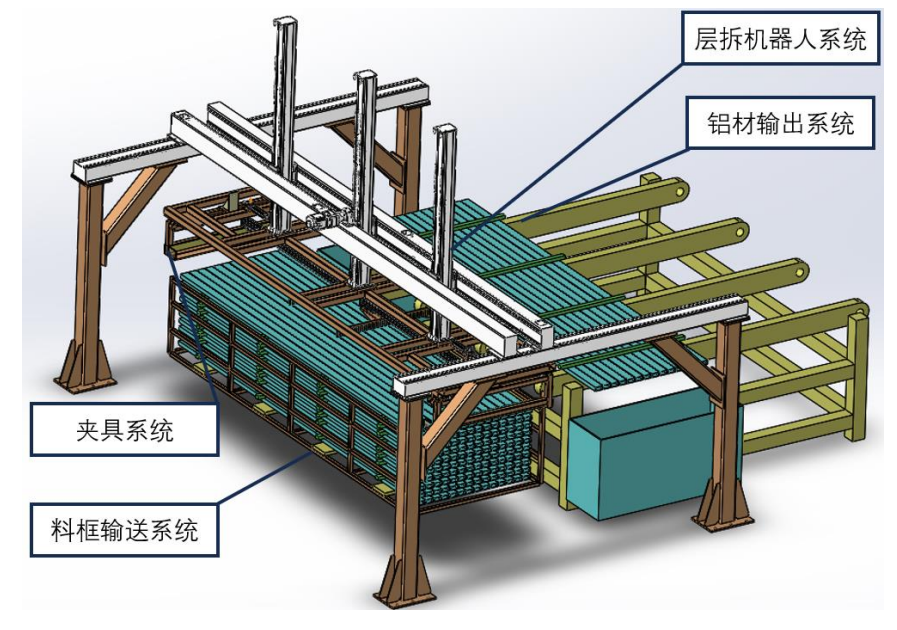
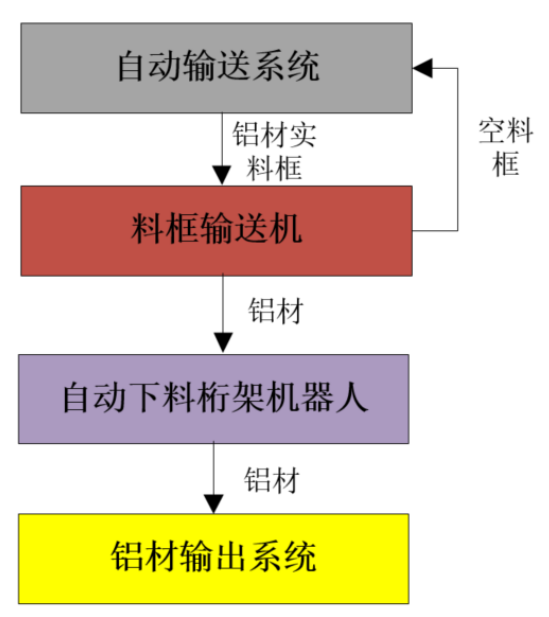
每套自动下料机器人系统由料框输送系统、铝材输出系统、夹具系统、层拆机器人系统及相应的控制硬件及软件组成。系统组成如图8所示。本系统适用于喷涂前的自动下料、隔热/木纹/包装前的自动下料。
系统启动后,输送系统会将装满铝材的实料框运送至桁架机器人下方,并将实料框的到位信号发送给机器人;机器人收到信号后,将抓取夹爪运动至料框正上方,夹爪下降至料框最上层铝材抓取位夹取住整层铝材,夹紧后将整层抓取至输送机正上方;机器人手爪下降将铝材放到输送机上,此时输送机不启动。
对于喷涂前的自动下料、隔热/木纹/包装前的自动下料需要回收隔条时,机器人手爪运动到实料框上方,并打开夹具夹爪,当手爪下降到夹具上的隔条推板接近铝材上表面时,气缸带动推板将铝材上表面的隔条,推到铝材料框两端的回收箱内。机械手上升,回到等待抓取位,继续抓取下一层铝材,直至料框中的铝材全部被机器人送至铝材输送机上,直至下一个工序。自动下料机器人的物流动线所示。
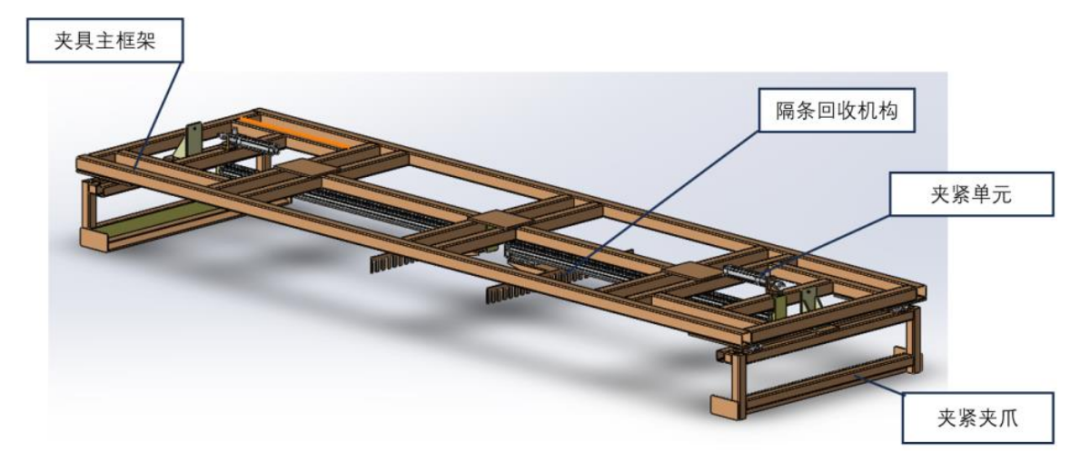
根据预定的工艺流程,完成对整层铝材的抓取并进行层拆作业。在抓取过程中,还需将两层铝材之间的隔条回收到指定位置。(2)结构组成:
夹具采用适合整层铝材抓取的夹取机构。其主要由夹具主框架、夹紧夹爪、夹紧单元和隔条回收机构(不需要回收隔条则取消该机构)组成。夹具的结构及形式如图10所示。
上下料机器人具有结构强度及刚度好、运行效率高、制造加工工艺简单、安装调试及维护方便等特点,适合恶劣环境中长时间运行。在实际应用中,可按照每个用户的实际生产的基本工艺、设备布局进行定制化设计生产,其工作行程、速度等根据具体工况来灵活设计,且具有非常好的经济性。
上下料机器人采用2轴龙门架机器人方式,由设备机架、水平运动的X轴、升降运动的Z轴;设备支架主要由钢结构组成,支撑桁架机器人。由于机器人工作行程覆盖范围大,且负载较重,本系统中的各轴均采用同步带/齿轮齿条直线运动导轨副、伺服电机、减速机来实现。
控制管理系统采用基于VxWorks实时操作系统研发的RC5机器人控制系统,该系统的主要配置及结构组成如图12所示。

控制器核心软件RC:Robot Control是负责机械手的运动控制,包括机械手的轨迹规划和插补操作;
控制器核心软件SPS:Soft PLC负责外围信号采样、逻辑控制等功能;
使用KAIRO编程语言实现机械手运动控制程序的编写,语法简单,指令丰富;
HMI示教器TP70,可实现对设备信息的显示及操作,其显著特性是:触摸屏、 图形辅助、 灵活互动。
系统在自动运行模式下运行时,留有与其他系统安全连锁保护信号接口,可轻轻松松实现与其他系统的连锁保护。
(2)系统自诊断功能:系统智能自诊断,提示有关信息,自动存储相关操作和系统日志,如有需要,可通过总线把相关信号传输至上位机显示。
(3)速度设定功能:在机器人提供的手动、自动2种工作模式下,均能轻松实现对机器人工作速度的设定,满足多种情况下的速度要求。
(4)掉电时保护功能:发生意外停电事故时,只要压缩空气还有供给,正在夹取过程中的工件不会从夹具上掉落,可有实际效果的减少意外停电造成的损失。
利用上下料桁架机器人系统对铝材进行自动上下料,实现了铝材生产的全部过程中上料/下料、放置/回收隔离条等物料单元搬运的自动化,解决了人工搬运劳动强度大、物料装卸搬运自动化程度低的问题,使铝材上下料的作业效率提高50%。采用桁架式的上下料机器人结构,适于长型铝材的搬运作业特点,且降低了投资所需成本,提升了信息化管理程度,为现有铝加工公司的半成品/成品铝材上下料作业提供了相应的技术上的支持,在铝加工行业具有广泛的应用前景。